
For eco-friendly, safe and pollution free road construction


Construction industry in India is labour intensive and Luddite. New technologies and mechanization of works with great focus on cost saving measures and improving riding quality for road users are of great importance. One such technology is HIPR process that is eco-friendly, safe to environment & pollution free. Though in practice mainly in developed countries, GMR highways adopted the process for the first time India on NHAI standard roads for wearing course improvement (BC) in GMR highway as per clause 517 of MORTH during 2013-14 and once again in 2018-19 and 2019-20. HIPR has been implemented in Tambaram – Tindivanam & Thindivanam- Ulundurpet sections of NH-45 in Tamil Nadu and Ambala – Chandigarh Section of NHprojects, writes Barathi Renganathan – Project Manager O&M
Hot in Place Recycling as the name suggests is a concept of heating existing
road, scarifying it, mixing virgin mix as decided by pre engineering investigations to upgrade the existing mix to current government standards, and relaying it for compaction all in real time.

Imagine the equipment moving from right to left. Heating> Scarifying or Milling > Mixing of fresh asphalt mix or rejuvenator oil or both if and as required based upon pre-engineering and mix design > Laying > Compaction. The last two processes are conventional.
The actual train comprising of AR2000 Super Recycler train as shown above. It’s about 80 meters long end to end. The Pre Pre-heaters 1 & 2, Pre – heater Miller and Post- heater Mixer are all heating the road or the milled or mixed material depending upon the position of the train at a given point of time. The rate of work is between 3 to 6 m/min, which translates in up to a maximum of 3.3 single lane KM per shift of 12 hours.
However, a good working speed is about 1.5 single lane Km/shift of 8 hours. The depth of milling is 13-27 mm and final compaction thickness will be 40 mm. Since the existing road, the milled road / mix, the milled asphalt mix , the fresh asphalt mix are all heated, there is hot to hot bonding of the recycled mix with the heated road surface leading to better durability of the road. Compaction is completed by the time the surface cools to 110- 120 degree Centigrade.
Existing Pavement
Material Study In existing pavement material study, cores are taken from the existing pavement @ 4 to 5 core for every 1Km in each lane. Additional cores can be taken if in the Pavement Engineer’s opinion, the existing pavement conditions so demands it. Cores are taken in a zigzag formation so as to cover the maximum lane area. Particular attention is paid to areas where there are overlays on the originally resurfaced road and imperfections such as rutting, ravelling, bleeding, shoving, etc. These cores are then tested for the binder content, gradation of aggregates, penetration/ viscosity of the binder. This study guides us to get the answers for following questions:
a) What should be the grade of bitumen in virgin asphalt?
b) What should be the percentage of bitumen in virgin asphalt?
c) What sizes of aggregates required to be used in virgin asphalt? Bitumen extraction shall be carried out on the sample of reclaimed bituminous pavement using Bitumen extraction test. Further, we use the Abson’s recovery process to ensure that there are no fines left in the bitumen. Penetration test is carried out on the recovered binder. As per Cl. 517.2.6 of MoRTH (4th Revision), the penetration value of the recovered binder from
the reclaimed bituminous material before mixing, shall exceed 15 pen. The hardening of the old binder, through ageing can be compensated for by adding softer bitumen, to obtain the appropriate final grade of binder. Normally, Softer grade of bitumen (VG 10/VG30) is used to retrieve the penetration value of the aged bitumen. To determine the grading of the
existing aggregates, mechanical sieve analysis (conforming to IS: 2386, Part I, wet sieving method) shall be performed on the aggregates recovered from the reclaimed bituminous pavement.
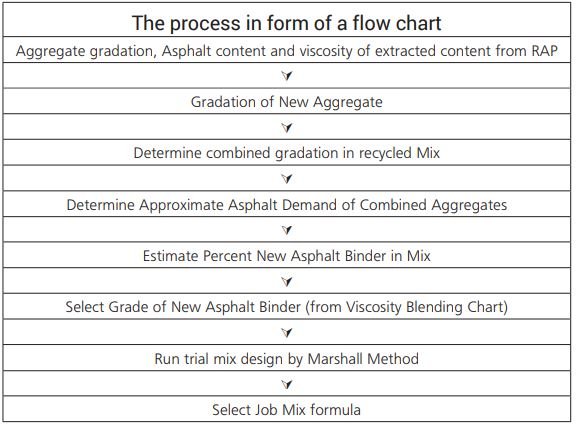
Mix Design
The process of Mix Design adopted for road project can be defined in the following steps:
a) Evaluation of Reclaimed Asphalt Pavement (RAP).
b) Determination of the need for additional aggregates and/or asphalt binder and / or virgin HMA.
c) Preparation and testing of paving mixtures.
d) Selection of optimum combination of new aggregates, asphalt binder and recycling agent or virgin HMA.
Determination of grade of bitumen to be used in Virgin Asphalt Mix
From the destruction tests performed on the cores taken from the existing road, the percentage of bitumen in the road and subsequently the penetration or viscosity of the existing bitumen can be determined. In order to satisfy MoRTH specifications, minimum recovered penetration value of bitumen in recycled asphalt should be 39 considering the use of VG 30 grade at the time of original construction of the road. After various trials performed with VG 30 & VG 10 grade of bitumen and existing bitumen, the grade of bitumen in the fresh hot mix to be added is determined conforming to the specification.
If required, rejuvenator shall be used in specified rate till the penetration requirement of bitumen in the recycled bituminous mix meets the specification The final penetration of the binder shall be in the range of 35-70pen. Determination of percentage of bitumen in Recycled bituminous Mix The percentage of fresh hot mix to be added to the existing road material and the grade of bitumen in the fresh hot mix are thus determined by the steps explained above. Percentage of bitumen in the recycled bituminous mix can be determined by performing Marshall Test trials
Laying Process – HIPR
The Hot in Place Recycling laying process involves the following:
1) Heating the pavement surface to a depth of about 75 mm
2) Hot milling of the pavement surface
3) Induction of the virgin bituminous mix (design mix)
4) Mixing of the Milled material and Virgin Mix
5) Re-profiling/placing with paver
6) Compaction of the laid hot bituminous Mat The above is accomplished using AR 2000 super cycler, a selfpropelled equipment train 80 m long consisting of the following assembly:
Preheater 1 and Preheater 2:
The pre heater works on the principle of hot air system, wherein air is sucked in and heated and blown to the pavement surface to facilitate softening of the bituminous surface layer. Since direct flame is not used,
there is no risk of bituminous being burned and under normal operation the smoke and unpleasant odors are minimized. In preheating 1 the hot air enables to heat the pavement surface temperature between 90 to 130
degree Celsius. In preheating 2 the hot air enables to maintain the pavement surface temperature between 120 to 160 degree Celsius.
Heater Miller
The heater miller assembly facilitates milling of the existing road surface (maintaining the road surface temperature between 130 to 160 degree Celsius. The advantage of heater miller is that the milling process of existing
pavement can be carried without much damage to the aggregate gradation of the existing pavement during the milling. The virgin bituminous mix is dumped from the truck to the mixer assembly wherein the hot milled bituminous material is mixed with the virgin bituminous mix. The post heater available in the assembly facilitates to maintain the temperature of the recycled mix between 130 to 150 degree Celsius. Through the conveyor assembly trailing part of the unit, the recycled bituminous mix is transferred to the Paver.

Laying and Paving
The hot recycled bituminous mix is then transferred to the paver system and the laying and paving operations followed are same as done conventionally. From the heater mixer, the material shall be supplied continuously to the paver. The travel rate of the paver and its method of operations shall be adjusted to ensure an even and uniform flow of bituminous material across the screed, free from dragging, tearing and segregation of the materials.
Compaction
Compaction of the bituminous materials commences immediately
after laying. The compaction shall be substantially completed before
the temperature falls below the minimum rolling temperature as specified by MoRTH specification, 4th Revision, Table 500-5. The initial rolling shall be done with 8-10 tonnes dead weight smoothwheeled rollers. The intermediate rolling shall be done with pneumatic tyred roller of 12 to 15 tonnes weight. The finish rolling shall be done with 6 to 8 tonnes smooth wheeled tandem rollers.
Quality Control
Hot-in-Place Recycling needs high level of quality consciousness. The
control on the depth of cut (predetermined) of the existing road and the addition of virgin asphalt directly affects the quality of the road. The camber is also maintained while milling. After each day of recycling, different samples (Virgin asphalt, existing road’s milled material and
recycled mix) are collected from the design value in an acceptable range.
Once the recycling of a particular stretch is over, cores are taken in intervals as specified on the recycled stretch to determine the density and
Marshall properties before allowing traffic to ply on the stretch.
Advantages of HIPR system
1) 60 to 65% of recycling of bitumen and aggregates and thus environmental friendly
2) No rehandling of RAP as in cold recycling method
3) Increased life as well as better quality of road. It is noticed that rut resistance of recycled road is better
4) HIPR by AR 2000 train is also environmental friendly as hot air is used for heating instead of propane or other combustible material hence can be carried out even in cities
5) Cost saving upto 15% to 25% depending upon cost of fresh aggregates.